長崎県・壱岐島のブルワリー「ISLAND BREWERY」を訪ねた2泊3日の旅の記録です。(→その1、その2、その3)
今回は最終日。ついにお待ちかね、ISLAND BREWERYの醸造所見学です!(現地訪問日:2025年2月)
ISLAND BREWERYの醸造所内を見学
3日目の朝9時過ぎ。昨夜はサウナ後のビール、そしてふかふかのベッドで熟睡した(→詳細はその3)ので、体調は万全。いざ、醸造所見学へ!

今回は特別にお願いして、スタッフの中島さんに内部をご案内いただけることになりました。お忙しい中、ありがとうございます。

130年以上の歴史ある酒蔵をリノベーションした建物。タップルーム側からも、ガラス越しに醸造所の様子が見えるのが魅力です。

醸造所内部に足を踏み入れると、年季の入った梁と、ステンレスの輝きの対比がいい味を出していて、まるでジブリの世界に迷い込んだようです。

こちらは、麦汁を作る「ブルーハウス(Brew House)」。役割の異なる3つの釜が連結しており、写真左から右へと工程が進んでいきます。

中央の釜(ろ過): お粥状のマッシュをろ過することで麦芽の殻などを取り除き、きれいな麦汁にします。
右の釜(煮沸): 抽出された麦汁にホップを加え、グツグツと煮沸してビールの香りと苦味を付けます。
ISLAND BREWERYの最大の特徴である「白麹」は、一番左の釜の糖化工程で投入されます。麦芽自身の酵素だけでは分解しきれないでんぷんを、白麹の酵素が助けることで効率よく糖化が進み、軽やかでキレの良い味わいにつながります。さらに、白麹由来のクエン酸が爽やかな酸味を添えることで、魚料理と相性の良いビールに仕上がるのです。(→“魚に合うビール”については、その1もぜひご覧ください。)

こうして作られた熱々の麦汁は、冷却器を経由して、発酵タンクへと移送されます。ここで約1週間の発酵、さらに3~4週間という長めの熟成期間を設け、ビールの味をゆっくりと整えていきます。

文字で書くと簡単そうですが、緻密な温度管理はもちろん、ろ過後の麦芽粕の掻き出し(壱岐牛の餌などに活用されるそう)や、徹底した清掃・消毒など、現場は想像以上にハードワークです。熟成期間を長めに設けるのも、経営面(回転率)を考えれば不利ですが、クリアな味わいのビールを生み出すためにはどうしても妥協できないんだそう。
熟成を終えたビールが私たちの口に届くまでには、ここからさらに「コンディショニング(仕上げ)」と「パッケージング(瓶詰め・樽詰め)」が控えています。最終製品の品質を大きく左右する重要工程であり、ISLAND BREWERYのビールの美味しさの秘密は、ここにも隠されていました。詳しくはこの記事を最後までご覧ください!
あくなき品質の追求
ISLAND BREWERYの本棟の隣には、2024年に建ったばかりの新棟があります。

今回は、この新棟の中も見学させていただきます。

本棟で熟成を終えたビールは、沈殿した澱を巻き上げないよう、そっと上澄みだけを新棟のタンクに移送し、3〜4日間かけて冷却します。「ブライトタンク方式」とも呼ばれるこの仕上げ工程を挟むことで、浮遊物が徹底的に取り除かれ、澄み切った美しいビールに仕上がるのです。

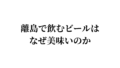
ブライトタンクで磨き抜かれたビールは、こちらの装置で瓶に充填していきます。3本の瓶を同時に充填できる高性能な瓶詰め装置です。
瓶詰めの際、ビールの酸化を防ぐため、瓶内を炭酸ガスで満たし、酸素を含む空気を追い出してからビールを充填していきます。これはクラフトビール業界において広く普及している常識的な手法です。
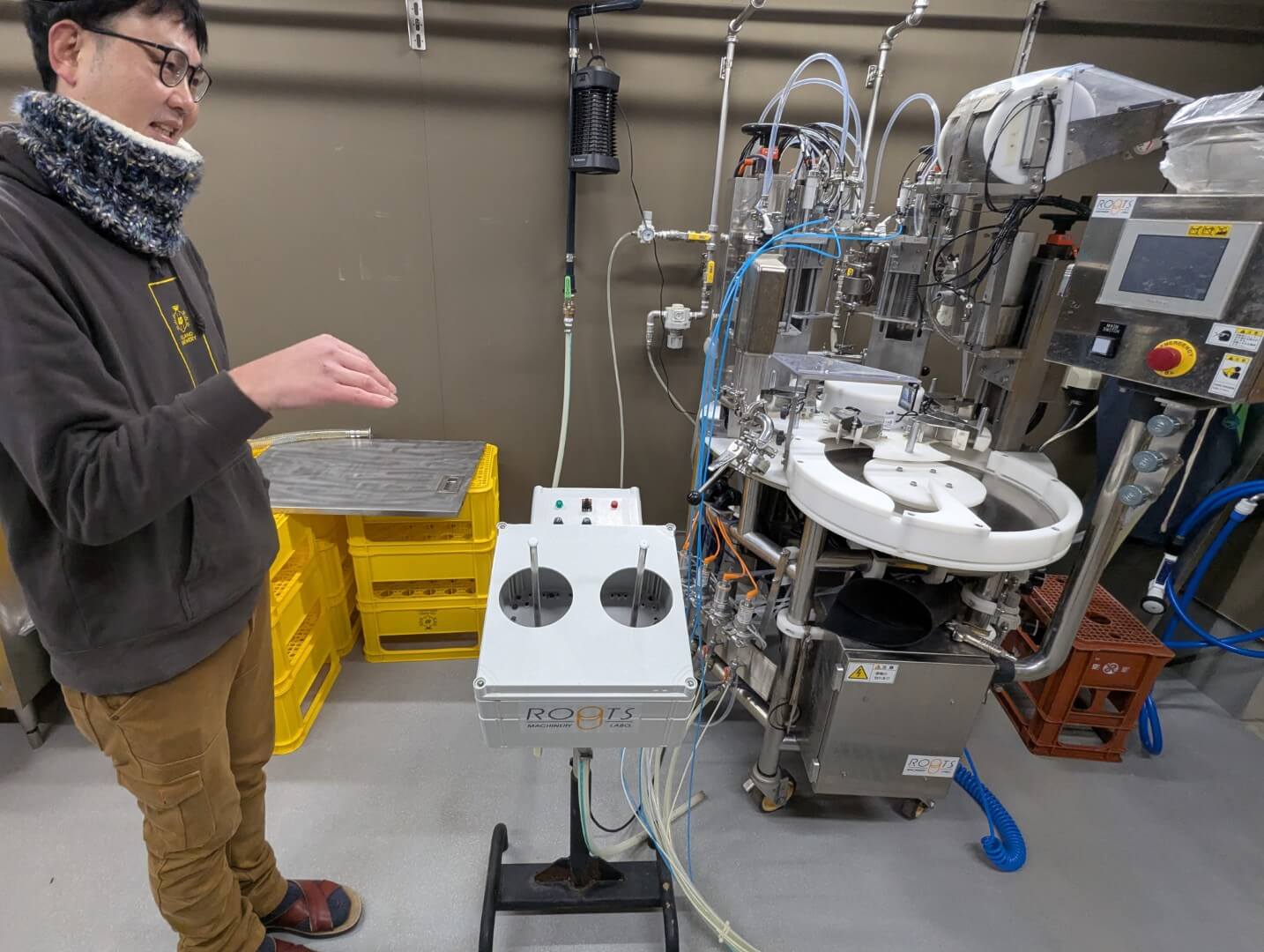
しかし、それで本当に瓶内の酸素が追い出せているかは、実測してみないと分かりません。ISLAND BREWERYでは、瓶詰め後のビールの溶存酸素(ビールに溶け込んでいる酸素)の量を測定できる装置を導入し、徹底した検証と対策に取り組んでいます。
実際の測定方法のイメージは、以下の動画でご覧ください。
ビールに酸素が混じるタイミングは、瓶詰め時に限りません。そもそも発酵工程において、酵母が働くためには酸素が必要です。しかし発酵終了後は、酸素はビールの敵。いかに余計な酸素を取り込まず、追い出していくかが肝になります。それを勘に頼らず、工程ごとに溶存酸素量を測定し、問題個所を特定し、改善していく。この地道な科学的アプローチこそ、ISLAND BREWERYの美味しさの秘密なのです。

新棟の屋上はテラス
新棟は縦に長く、奥に向かって倉庫スペースが広がっています。

冷蔵スペースも広々。僕が今まで訪れた離島のクラフトビール醸造所の中では、最大規模です。


見学の最後に、「屋上も見ますか?」と中島さんが誘ってくれました。

屋上はテラスになっていて、今後、BBQで使えるようにしたいという計画もあるそう。出来立てのビールとBBQなんて最高でしょうね!

2024年に壱岐へ移住してきたという中島さん。オーナーブルワーの原田社長の下で、醸造スタッフとして奮闘中です。移住の決め手は、サウナ後のビールが美味しすぎたからだそう。その気持ちわかります!(→LAMP壱岐のサウナについては、その3をご覧ください。)

「離島のビール」を超えて
とても名残惜しいですが、帰りの船の時間が来てしまいました。島の東岸にある芦辺港から大型フェリーで博多へ戻ります。
約2時間10分ほどの船旅。風は冷たいけど、気持ちがいいです。

船の上で、今回の取材メモの整理を。1日目の夜にISLAND BREWERYの原田さんが語ってくれた話は、どれも示唆に富んでおり、醸造所を見学した後に読むと一段と説得力があります。一部をご紹介させていただきます。
「経営者としては、本来ならタンクを増やして生産規模を拡大するのが正攻法かもしれません。でも、うちはあえて規模の拡大よりも、徹底的に『品質』を上げるための設備に投資をしてきました。」
「離島という場所は、どうしても物流コストがかかるので、販売価格も高くなってしまいます。そのハンディを乗り越えるためには、大手や都会の醸造所と『味』で勝負するしかないと思っています。」
「値段が高い理由が、ただ単に『離島のビール』だからというだけでは、僕はダメだと思っているんですよね。 そういう想いがあって、うちは『魚に合うビール』というところに特化しようと考え、そこを目指して味を造っています。」
「現時点(※取材日:2025年2月)の溶存酸素の数値に、僕は全然満足してないです。なので、なぜここに酸素が溶けているのか?っていう原因を細かく切り分けて、酸素が入る可能性を潰していっています。あくまで溶存酸素を測る機械は、測る機械でしかないので改善はしてくれない。改善するのは人なんです。」
この記事を公開する頃には、取材日から1年近く経っていますので、さらに品質が極まっていると思われます。実際、2025年は東京のクラフトビール関係者の間でもISLAND BREWERYの評判を聞く機会が多かったように思います。「壱岐島のビール」という枠に留まらず、「美味しいクラフトビール」としての評判を確立しつつあるようです。
事実、長崎市内の「長崎マリオットホテル」にも、定番3種をマリオット専用ラベルで供給中。セレブ御用達のマリオットで採用されたことは、安定した美味しさと品質の証しといえるでしょう。

「魚に合うビール」という明確な付加価値があるのは本当に強みだと思います。壱岐と関係なくても、魚料理を取り扱う全国の飲食店で、ISLAND BREWERYのビールが当たり前に提供される日がやって来るかもしれませんね。
どこで飲んでも美味しい、高品質なISLAND BREWERYのビール。公式オンラインショップやふるさと納税でも取り寄せることができます。ご自宅でも、魚の刺身と合わせてみてください。驚くほど合いますよ!

今回は技術面に特化してご紹介しましたが、ISLAND BREWERYの根底にあるのは壱岐島、そして勝本浦への熱い想いです。現地での一杯に勝るものはありません。まだご覧になっていない方はその1からお読みいただき、ぜひ現地で味わってみてください!